ひとつの封筒が
できるまで
封筒加工には、原紙・刷了紙を断裁する工程から、抜き加工、窓貼加工、製袋加工といった様々な工程が存在します。これらの工程を経てようやくひとつの封筒が出来上がります。ここでは封筒がどのような工程を経て製造されるのか順を追ってご説明いたします。
抜型製作

封筒加工のプロセスはまず抜加工から始まる抜型を作成しなければなりません。
抜型の作成は、原稿やillustrator(PDF)のデータを基にCADデータに変換した後、木枠をレーザーカットしします。次にレーザーカットされた木枠に抜刃をはめ込みます。抜刃は1本の刃物を折ったり、曲げたり、切ったりして作成していきますので、角は必ずアール仕上げとなります。
型作成には一般的なもので中1日の時間を頂いております。
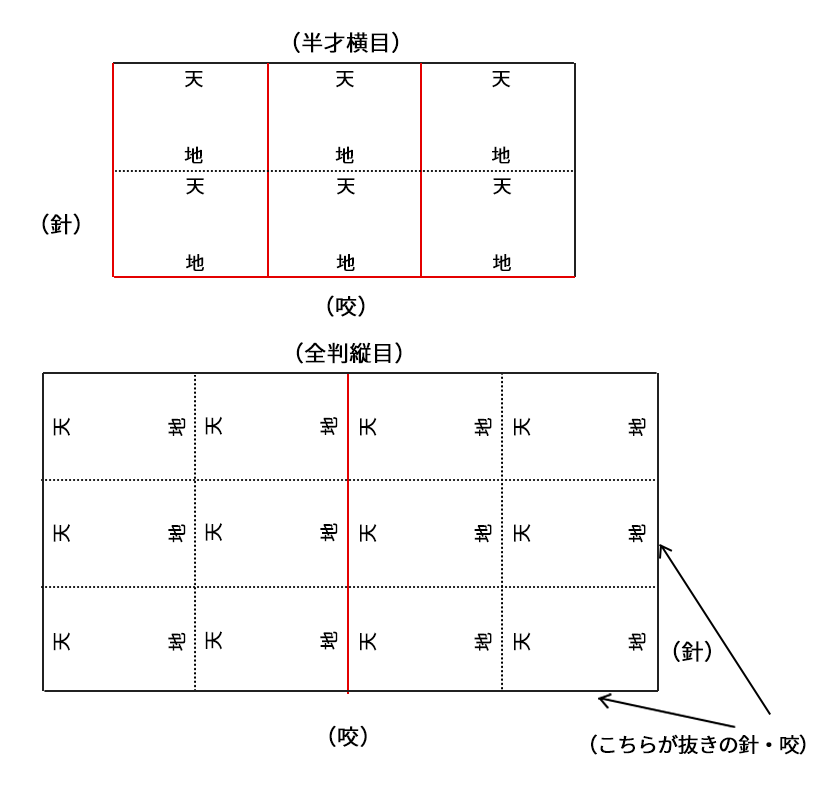
咬(くわえ)と針(はり)について
抜きの工程では印刷の咬と針を生かして作業を行うため、針・咬の余白寸法にご協力頂いております。
半裁6面付きの場合は突き針で印刷をお願いします。割り付けは天地の地を咬側に向け、咬は仕上がりまで10mm、針は仕上がりまで12mmでお願いしております。
(仕上りまでの余白を多くあけすぎると抜機の構造上断裁をしなければならず、正しく印刷されているのに断裁を入れることで乱れる可能性を含みます。)
全判12面付きの場合は引き針で印刷をお願いします。割り付けは天地の地を針側に向け、咬は仕上がりまで12mm、針は仕上がりまで10mmでお願いしております。
全判12面付きの印刷でも抜きは半裁6面で行いますので全判の真ん中を断裁し、半裁にするためセンターのドブは印刷の針寸法に必ず5mmをプラスして割り付けをしてください。(詳細はご相談ください)
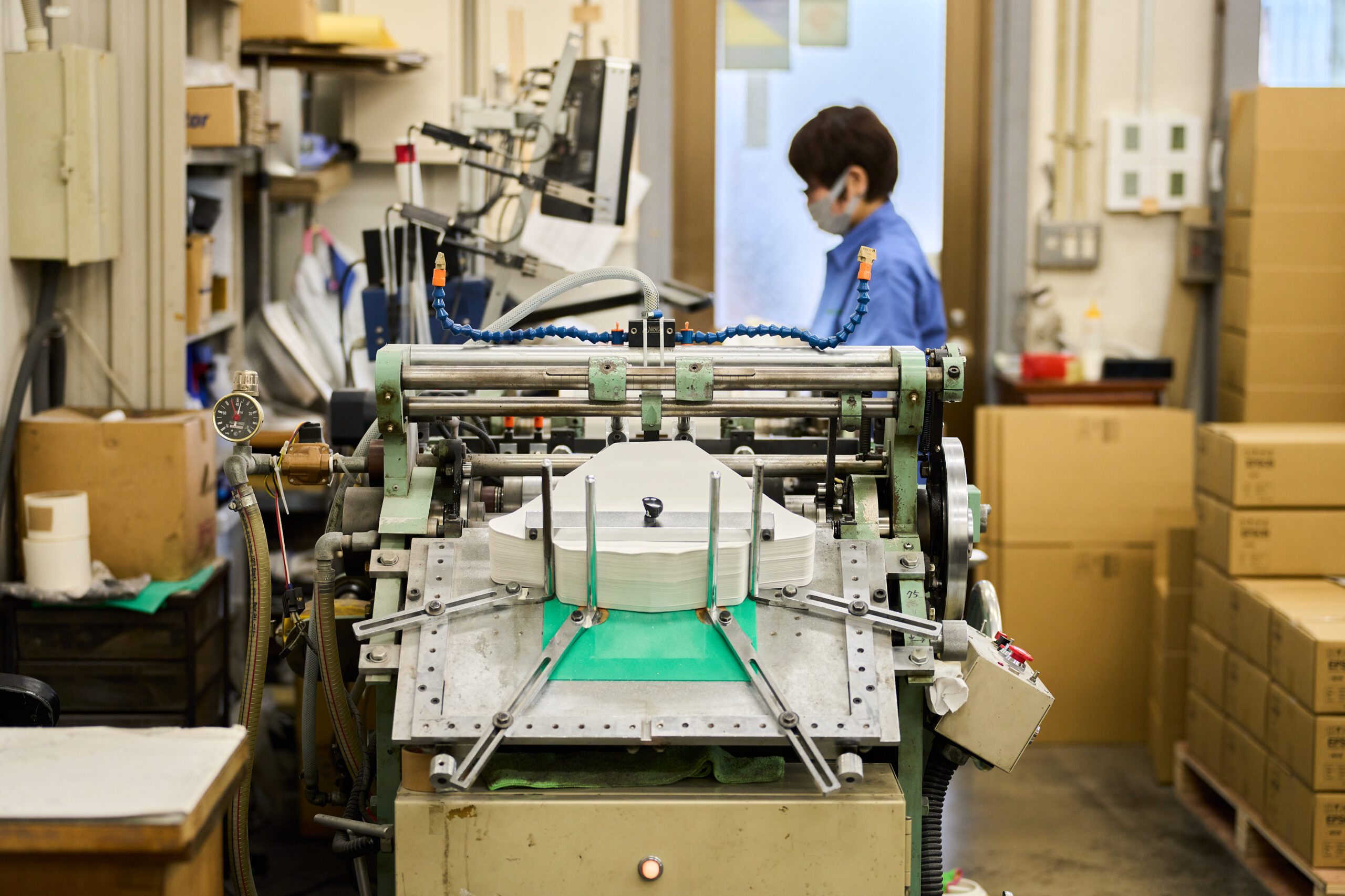
抜き工程

抜きには大きく分けて二通りの方法があります。型を作成して抜く方法と、固定刃を使い四方を抜き落とす方法があります。型を作成して抜く場合は、抜型の面付数を印刷の面付けに準じて決めます。
例)定形サイズで半裁6面付の印刷は(小数)
▶︎ 10,000枚まで1面型
▶︎ 199,999枚までは2面型
▶︎ 200,000枚以上は6面型
▶︎ 大型の定形外サイズは40,000枚まで1面型。それ以上は面付けに合わせて多面付け(2〜4面)となります。
型抜き加工の種類
ビク抜

用途に合った抜型を取り付け、手差しで数枚を連続して抜く。
オートン抜

通常1枚づつを自動給紙するオートン抜機ですが、手差し仕様に改造し数枚を連続して抜く。
エキセン抜

封筒の展開サイズに断裁した用紙の四方を固定刃にて数十枚の用紙を一度に断ち落とす。
窓貼り加工

窓貼り加工はフィルムの材料はフィルムとグラシンに分類されています。そのご指定の材料を窓穴に沿った寸法にカットして貼り付けます。
弊社では、フィルムはエコループ(旭化成製)、グラシンはクリアーウィンドウ(リンテック製)を使用しています。エコループの幅は5mm刻みで〜230mmまで、クリアーウィンドウは〜130mmまで5mm刻み、130mm以上は10mm刻みで220mmまでとしています。60mm以下の幅は蛇行が激しく生産効率が悪いため使用していません。共に3000m巻きをご用意しています。
窓の大きさについては、封筒サイズ・用紙・加工内容などにより可能な大きさが変わりますので、詳細はお問い合わせください。
窓の位置について
窓位置は窓貼り加工よりも製袋加工の仕様(形)によっても異なりますので、窓位置のご確認をよろしくお願いします。例えば、定形内叺封筒で表窓のサイズを(95 x 45)とした場合、左右の糊代側面から8mm、天地の底折り部から10mm、天地の天折り部から12mmまで、用紙にもよりますが対応しております。
以前は封筒側面より15〜20mmぐらいあけた位置に窓を付けることが、もっとも一般的でした。現在でも封筒の強度等を考慮しますと最低15mmを推奨しております。
※表窓とは通常の表面に位置する窓のことで、ボトム側に付ける仕様を裏窓と称しています
※裏窓仕様の窓位置は表窓以上に制約があります。詳細はお問い合わせください。
製袋加工
展開された状態の封筒を製袋機で折り、糊をつけ、封筒の形に仕上げていきます。洋型封筒、縦型和封筒それぞれの形やサイズにより使用できる機械が異なります。
また、糊付け位置には、きちんと糊が塗布されているかを確認するための胴糊センサーを設置。胴糊センサーは、赤外線を照射して水分の反射率で検査する「レアリー検査装置」と、電磁波を照射して水分の減衰率で検査する「SK検査装置」があります.
その他にも、二枚給紙検知センサーやアラビア糊検知センサーを設置し、不良品を的確に検出する対策を取っています。
口糊・テープ加工

封筒の閉じる部分に糊を付けていきます。代表的なものとして、水分を含ませることで接着する「アラビア」、封筒とフタ部分双方に塗った糊に圧をかけることで接着する「アドヘア」、糊の上に剥離紙がついた「ホットメルトシール」などの種類があります。
洋型叺封筒の場合、アラビア糊の左右巾は胴糊とのブロッキング(フラップが開かなくなる)防止のため、糊代の内側に収まるようにします。糊の天地巾は通常13mm前後で、塗布量を13ミクロン前後としています。縦型和封筒の場合(最大角2まで)センター貼りのみアラビア糊を付けられるようにいたしました。
口糊の種類
アラビア

フラップ上部にアラビア糊(水糊)を塗って乾燥させたもので、使用時は糊の塗布面に水を付けて接着します。自動封入(インサーター用)には必須仕様です。接着強度期間はおよそ1年が目安となります。
アドヘア

フラップと胴体部に天然ゴム系の接着剤を塗布して乾燥させます。フラップを折り胴体の糊面を合わせて押さえるだけで接着でき、マチ付の製品にも塗布可能です。接着強度期間が短くおよそ3ヶ月が目安となります。
ホットメルトシール

フラップあるいは胴体部に合成ゴム系の接着剤を溶かして塗布シリコン加工したテープを剥がして接着させます。マチ付の製品にも塗布可能です。接着強度期間はおよそ6ヶ月が目安となります。
完成


型替えについて
別製封筒は規格化された寸法ではなく全てがオリジナルの寸法で製作されます。そのために、既存の設定を使い回すことができず、製品ごとに機械の寸法を再設定する必要があります。ここでは、生産ラインの寸法変更(型替え)がどのように行われているかをご紹介します。